Our Test Systems class provides solutions and equipment to inspect the quality of semi-finished products, namely, wires, tubes, profiles, billets and braces/plates. We provide accuracy and precision to detect undesired defects and facilitate the quality assurance of the products. We provide detection solutions for defects at various orientations, types and depth to address quality control challenges in a vast range of manufacturing industries.

8:30 AM - 4:30 PM
Monday to Saturday
TEST SYSTEMS
TEST SYSTEMS
Eddy Current: Eddy current testing in the field of semi-finished product covers a frequency range of up to 10 MHz and is used to test metals for surface defects. A wide variety of differential measurement coils are normally used for this. Standard sensors as well as customized adaptations are utilized. Semi-finished products such as wires, rods, and tubes are inspected for transverse cracks and hole-like defects using the encircling coils, while the surface of semi-finished product is tested for longitudinal defects with rotating probes. Stationary probes can also be used to test critical points on components. The selection of the right sensor always depends on the testing task. This makes very high defect resolutions possible including. Eddy Current inspection is recommended for testing bright and surface conditioned material with the DEFECTOMAT, CIRCOGRAPH and MAGNATEST product families.



Magnetic Flux Leakage: Magnetic flux leakage is used for testing longitudinal and transversal surficial defects on ferromagnetic black and rough-surface steel material such as black bars and tubes. The Magnetic Flux Leakage technology replaces subjective testing methods such as the magnetic powder test (magnetic crack detection) and visual checks, which are difficult to document and reproduce. The tests are performed by the CIRCOFLUX, ROTOMAT and TRANSOMAT product families.


Ultrasonic: During ultrasound testing, the ultrasound created in the test head has to be transferred to the test material. As air is unsuitable for this purpose, a coupling agent such as water, oil, or gel, as used in the medical sector, is used. The ultrasonic technology is recommended for the inspection of internal defects and irregularities, lamination, and thickness measurement for heavy and thick plates with the DEFECTOPLATE product family, and bars, billets, tubes with large diameters, ERW pipes, weld lines, helical tubes, HSAW pipes, LSAW pipes, rails and bearing rings with the BARPROOF and ECHOGRAPH automated ultrasonic inspection systems.



Thermography: In Thermography inspection, the part to be tested goes through an induction coil and is heated on the surface at the same time. Four infrared cameras detect the resulting temperature distribution of the material. At exposed defects, a local temperature increase occurs with an amplitude that depends on the size of the material defect. The digital data is evaluated by the test electronics, which determines the precise position and category of the defects fully automatically. Since the measured temperature distribution of the material surface also depends on its condition, the test part is slightly wet with water before heating. This guarantees a high uniformity and an increase in the emission degree that is important for the temperature measurement, and it ensures reproducible test results. Heat flux thermography is recommended for testing tubes, billets, rails and profiles with the DEFECTOVISION product family.


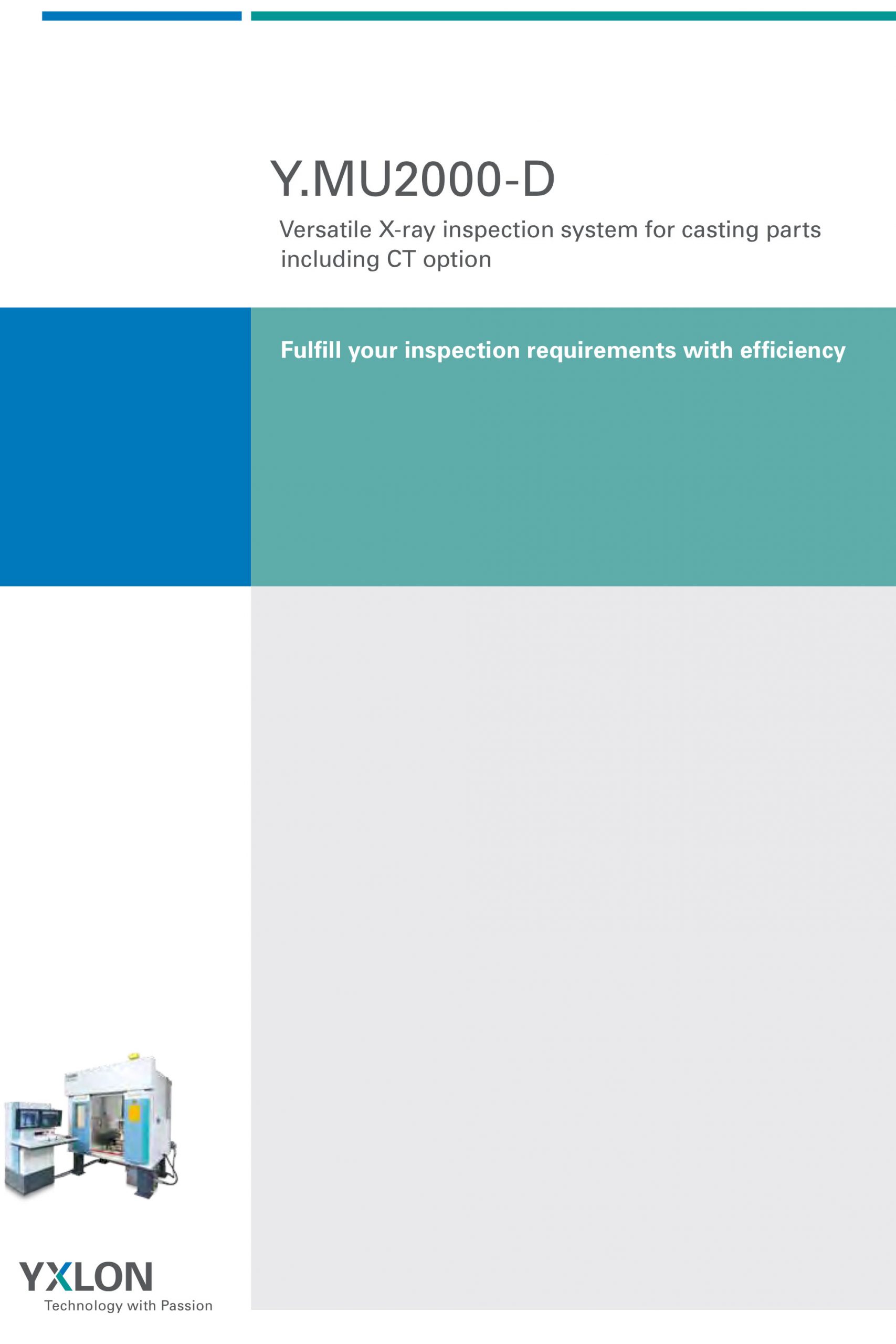
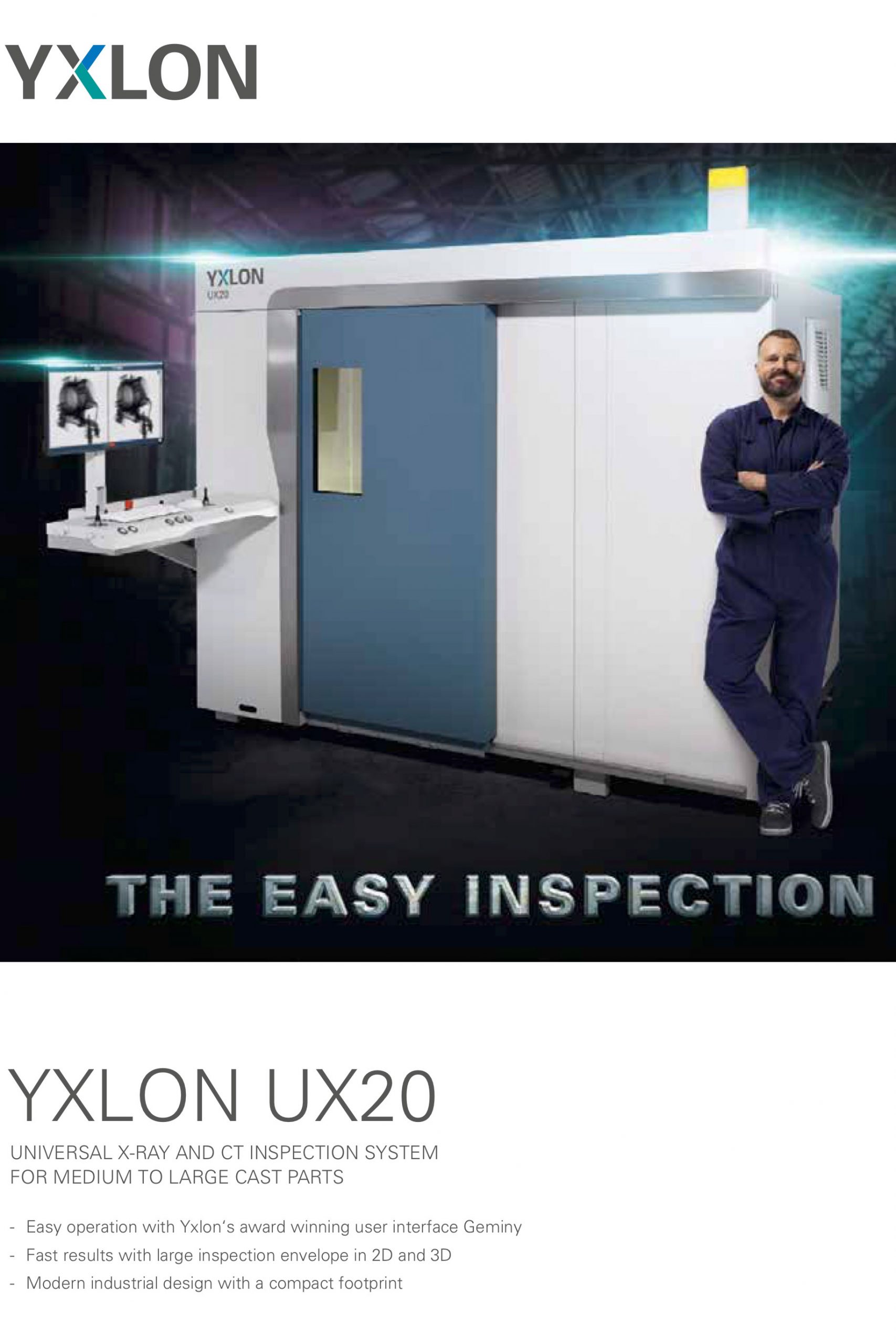
X-ray & Computer Tomography: Our product portfolio includes X-ray systems for installation in radiological inspection envelopes, universal X-ray inspection systems on the basis of fully shielded devices, as well as solutions specific to individual customers. Whether in manual, semi, or fully automated operation, our inspection systems are ideal for deployment in research and development and can be integrated into any production process. Moreover, our CT technology provides a three-dimensional insight into inspection items thus enabling the analysis of inner structures, dimensional measurement tasks in metrology applications, or actual-to-nominal comparisons to CAD data, to name a few. Besides delivering a more precise inspection evaluation (when compared with radiography), computed tomography also provides valuable information about the production process. Above and beyond such advantages, our microfocus systems permit highly detailed views into the most intricate structures and tiniest components. Our Radioscopic and CT are recommended for the inspection of internal defects of SAW tubes.

Our global partners offer versatile products to our respected clients to achieve the balance between efficiency, performance and feasibility simultaneously for every operation. In addition, we offer turnkey Test system solutions for steel, copper and alloy tubes, wires and bars, SAW tubes, railroads, turbine blades and heavy plates defect detection systems to provide assurance for the final quality of your products and comply with mandated regulations, standards and protocols.


Our Global Test Systems Partners

